

1. صيانة صمام البوابة
1.1 المعلمات التقنية الرئيسية:
الاسم المميز: NPS1 "~ NPS28"
PN: CL150 ~ CL2500
مادة الأجزاء الرئيسية: ASTM A216 WCB
الجذع - ASTM A276 410؛المقعد—ASTM A276 410؛
وجه الختم — VTION
1.2 القوانين والمعايير المطبقة: API 6A、API 6D
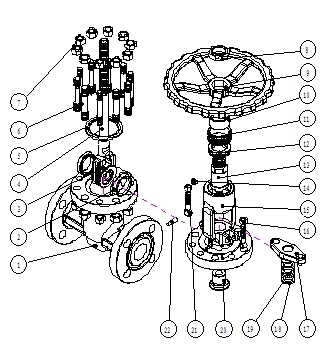
1.3 هيكل الصمام (انظر الشكل 1)
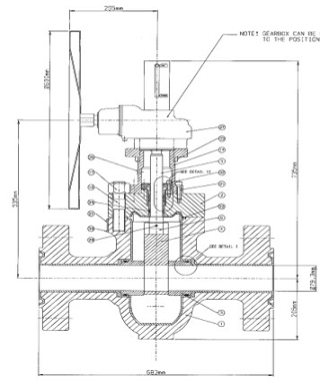
الشكل 1: صمام البوابة
2. التفتيش والصيانة
2.1: فحص السطح الخارجي:
فحص السطح الخارجي للصمام للتحقق من وجود أي ضرر، ومن ثم ترقيمه؛سجل رقما قياسيا.
2.2 فحص الغلاف والختم:
تحقق من وجود أي حالة تسرب وقم بعمل سجل فحص.
3. تفكيك الصمام
يجب إغلاق الصمام قبل تفكيك وفك مسامير التوصيل.يجب اختيار مفتاح الربط المناسب غير القابل للتعديل للمسامير الفضفاضة، ويجب أن تتلف الصواميل بسهولة بواسطة مفتاح الربط القابل للتعديل.
يجب نقع البراغي والصواميل الصدئة بالكيروسين أو مزيل الصدأ السائل؛تحقق من اتجاه خيط المسمار ثم لفه ببطء.يجب ترقيم الأجزاء المفككة وتمييزها وحفظها بالترتيب.يجب وضع قرص الجذع والبوابة على الحامل لتجنب الخدش.
3.1 التنظيف
تأكد من تنظيف قطع الغيار بلطف بالفرشاة باستخدام الكيروسين أو البنزين أو مواد التنظيف.
بعد التنظيف، تأكد من خلو قطع الغيار من الشحوم والصدأ.
3.2 فحص قطع الغيار
فحص جميع قطع الغيار وعمل سجل.
قم بوضع خطة صيانة مناسبة وفقًا لنتيجة الفحص.
4. إصلاح قطع الغيار
إصلاح قطع الغيار وفقا لنتائج الفحص وخطة الصيانة؛استبدال قطع الغيار بنفس المواد إذا لزم الأمر.
4.1 إصلاح البوابة:
①إصلاح فتحة T: يمكن استخدام اللحام في إصلاح كسر فتحة T، وتصحيح تشويه فتحة T، ولحام كلا الجانبين بقضيب تقوية.يمكن استخدام اللحام السطحي لإصلاح الجزء السفلي من الفتحة T.عن طريق استخدام المعالجة الحرارية بعد اللحام من أجل التخلص من الإجهاد ومن ثم استخدام اختراق PT للفحص.
②إصلاح ما تم إسقاطه:
السقوط يعني وجود فجوة أو خلع خطير بين وجه إغلاق البوابة ووجه إغلاق المقعد.إذا انخفض صمام البوابة الموازية، يمكن لحام الإسفين العلوي والسفلي، ثم عملية الطحن.
4.2 إصلاح وجه الختم
السبب الرئيسي للتسرب الداخلي للصمام هو سد تلف الوجه.إذا كان الضرر خطيرًا، فيجب لحام الوجه وتصنيعه وطحنه.إذا لم تكن خطيرة، طحن فقط.الطحن هو الطريقة الرئيسية.
أ.المبدأ الأساسي للطحن:
انضم إلى سطح أداة الطحن مع قطعة العمل.قم بحقن المادة الكاشطة في الفجوة بين الأسطح، ثم قم بتحريك أداة الطحن للطحن.
ب.طحن وجه ختم البوابة:
وضع الطحن: التشغيل اليدوي
قم بمسح المادة الكاشطة على اللوحة بالتساوي، ثم ضع قطعة العمل على اللوحة، ثم قم بتدويرها أثناء الطحن في خط مستقيم أو "8".
4.3 إصلاح الجذع
أ.إذا كان أي خدش على وجه مانع التسرب أو السطح الخشن لا يتطابق مع معايير التصميم، فيجب إصلاح وجه الختم.طرق الإصلاح: الطحن المسطح، الطحن الدائري، طحن الشاش، الطحن الآلي والطحن المخروطي؛
ب.إذا كان ساق الصمام مثنيًا بنسبة أكبر من 3%، قم بمعالجة استقامة المعالجة بواسطة آلة طحن أقل مركزًا للتأكد من تشطيب السطح ومعالجة الكشف عن التشققات.طرق فرد الشعر: فرد الشعر بالضغط الثابت، وفرده على البارد، وفرده بالحرارة.
ج.إصلاح رأس الجذع
رأس الجذع يعني أجزاء من الجذع (كرة الجذع، قمة الجذع، الإسفين العلوي، حوض التوصيل، إلخ) متصلة بأجزاء مفتوحة ومغلقة.طرق الإصلاح: القطع واللحام وإدخال الحلقة وإدخال القابس وما إلى ذلك.
د.إذا لم يكن بالإمكان تلبية متطلبات الفحص، فيجب إعادة الإنتاج بنفس المادة.
4.4 في حالة حدوث أي ضرر بسطح الحافة على جانبي الجسم، يجب معالجة الآلات لتتناسب مع المتطلبات القياسية.
4.5 يجب أن يكون كلا جانبي وصلة RJ للجسم، إذا لم يتطابقا مع المتطلبات القياسية بعد الإصلاح، ملحومين.
4.6 استبدال الأجزاء البالية
تشمل الأجزاء القابلة للتآكل الحشية والتعبئة والحلقة O وما إلى ذلك. قم بإعداد الأجزاء القابلة للتآكل وفقًا لمتطلبات الصيانة وقم بعمل سجل.
5. التجميع والتركيب
5.1 الاستعدادات: إعداد قطع الغيار التي تم إصلاحها والحشية والتعبئة وأدوات التثبيت.ضع جميع الأجزاء بالترتيب؛لا تستلقي على الأرض.
5.2 فحص التنظيف: تنظيف قطع الغيار (المثبت، الختم، الجذع، الجوز، الجسم، غطاء المحرك، النير، إلخ) باستخدام الكيروسين أو البنزين أو عامل التنظيف.تأكد من عدم وجود الشحوم والصدأ.
5.3 التثبيت:
في البداية، تحقق من المسافة البادئة لواجهة إغلاق الجذع والبوابة وتأكد من حالة الاتصال؛
قم بالتطهير، ومسح الجسم، وغطاء المحرك، والبوابة، ووجه الختم للحفاظ على نظافته، وتركيب قطع الغيار بالترتيب وربط البراغي بشكل متناظر.
وقت النشر: 19-مايو-2022